3D 絲材打印機可以生產從節日裝飾品到醫療植入物的任何東西,因此這個過程不乏令人興奮的事情。問題在於從 3D 模型到實際打印的過程。很多事情都可能出錯並毀掉您的打印,特別是如果您是新手並且仍在弄清楚 3D 打印的工作原理的話。
在本文中,我們將向您展示如何通過幫助您修復出現問題的 3D 絲打印來獲得更好的結果。查看我們所有的故障排除提示,逐步應用它們,最重要的是,要有耐心。 3D FDM 打印有時可能會令人沮喪,但由於其無數的實際應用,它是值得的。
目錄
白人男子正在努力使用帶有捲曲長絲的現代 3D 打印機
這不是打印
您的 3D 打印機無法打印任何東西嗎?別擔心,這是一個常見問題。有很多問題會導致打印機無法擠出任何材料。以下是最常見的問題以及如何解決這些問題。
1. 檢查燈絲
您已準備好打印機和模型,但沒有任何反應。您甚至可能會從噴嘴中流出一些殘留的燈絲,但您的模型並未被打印。

您的打印機耗材已用完。這聽起來可能是一個顯而易見的問題,但如果您沒有打印機在需要添加新線軸時發出警告,則很容易忽視這一問題。在研究其他可能的問題之前,請確保您的 3D 打印機有足夠的耗材來打印您的模型。
2. 檢查噴嘴是否堵塞
如果您遇到堵塞,打印機噴嘴將不會流出任何東西。當您更換燈絲或材料類型並且有一些舊材料卡在噴嘴中時,通常會發生這種情況。通過定期維護並在每個項目後保持噴嘴清潔,完全防止任何堵塞。

也就是說,如果您忘記清潔噴嘴,您可以藉助針或其他細物體輕鬆清除堵塞物。將針穿過噴嘴,盡可能多地去除剩餘的燈絲。您可以在執行此操作時加熱噴嘴,以使您的工作更輕鬆。
或者,您可以嘗試強行通過新的燈絲以穿過堵塞物。這可能無法單獨工作,您必須施加一些外部壓力才能將舊燈絲推出。如果嘗試此方法,請輕輕用力,否則可能會損壞打印機。
3. 調整噴嘴
如果您的打印機仍然無法工作,則噴嘴可能距離打印表面太近。當發生這種情況時,燈絲無法正確通過噴嘴形成層。此問題還可能導致漏層、堵塞或粘附問題,因此請務必調整噴嘴高度。

轉至打印機設置並更改 Z 軸值。將參數增加到打印機製造商在手冊中推薦的值或逐漸調整噴嘴高度,直到耗材正常流動。
4. 尋找燈絲碎片
最常見但未被注意到的 3D 打印問題之一是燈絲碎片。燈絲線軸看起來很好,但熱端沒有任何東西出來。在這種情況下,您可能要處理線軸和噴嘴之間某處的碎片。
這很大程度上取決於您使用的材料類型,是 ABS 還是 PLA,以及它的壽命。也就是說,唯一的解決方案是拆下燈絲以尋找任何損壞的部分。如果材料是新的,但您確認它在使用過程中會破裂,請嘗試使用不同的線軸或嘗試降低溫度和流量。
5. 打印頭是否缺少打印床?
開始打印時您是否聽到了可怕的噪音?打印頭可能試圖偏離其 X 軸或 Y 軸,並且完全偏離打印床。這使得打印無法進行,通常是由軟件配置問題引起的。
確保在切片機軟件中選擇正確的打印機。每個模型都有自己的設置參數,包含在配置文件中。如果選擇錯誤的型號,打印頭將會錯位。也就是說,您還應該更新固件,因為過時的配置也可能導致此問題。
印刷品徹底失敗
您設法讓 3D 打印機正常工作,但打印結果卻是一場徹底的災難。當打印件無法粘附或支撐件無法按預期工作時,通常會發生這種情況。無論如何,以下是最常見的 3D 打印問題。
6. 修復糟糕的床附著力
導致打印失敗的最常見問題之一是缺乏床粘附力。打印件無法正確粘附在打印床上,因此整個項目變得浪費時間。
首先,確保打印床正確調平並且乾淨。任何不屬於打印表面的材料都會阻止燈絲粘附。然後,嘗試使用支撐物或邊緣。進入切片器的設置並使用這些附加元素進行打印。
7. 支撐是否失敗並毀掉了您的打印?
如前所述,使用支撐有助於提高打印床粘附力,但在打印複雜模型時它們也是必須具備的。如果沒有支撐,您的打印可能會受到邊緣翹曲和層移位等其他問題的影響。此外,使用錯誤的支撐類型或沒有足夠的支撐可能會毀掉您的項目。
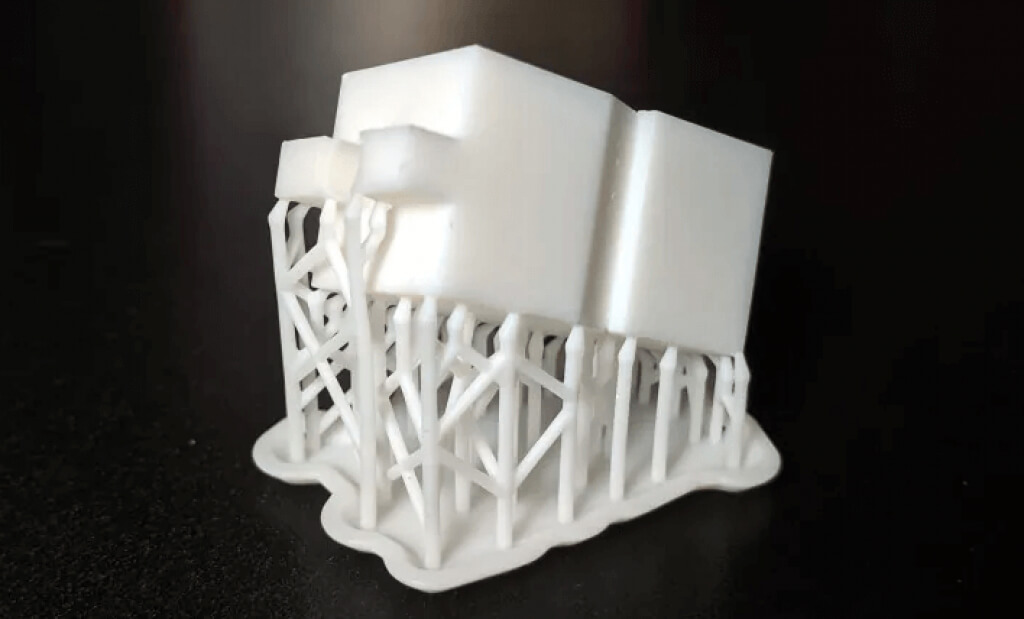
幸運的是,您的切片機軟件應該會自動生成您需要的支撐。然後,如果您認為打印可能會因懸垂、翹曲和其他問題而被破壞,則可以手動添加更多支撐。也就是說,您必鬚根據您的項目嘗試支持。沒有辦法解決這個問題。
8. 擠壓變壞
有時,當您認為自己已經解決了所有問題時,打印機的熱端在打印過程中途停止擠出細絲。這肯定會毀掉你的整個項目,但它很容易預防。
確保有足夠的燈絲。像 Cura 這樣的切片軟件應該可以讓您粗略估計項目需要多少燈絲。只是不要忘記,材料類型在估算時也會產生影響,因此 PLA 要求可能與 ABS 要求不同。開始之前檢查一下捲筒。
然後,檢查打印機噴嘴是否堵塞。這也可以在打印時突然停止擠出。在這種情況下,請參閱我們上述噴嘴堵塞的解決方案。
你的打印看起來很糟糕
儘管您盡了最大努力,但還是出現了問題,您的打印效果看起來並不像應有的那樣漂亮和光滑。很多因素都會影響 3D 打印過程,並導致翹曲、拉絲、混亂的圖層、隨機斑點、滲漏、不良填充和醜陋的副作用,這些都會毀掉您的項目。這是你可以做的。
9. 修復變形
使用 PLA 和 ABS 等長絲進行 3D 打印時最常見的問題之一是翹曲。您的模型的底座向上翹曲,並與打印床分離。這也可能導致裂紋,進一步導致打印件無法使用。幸運的是,有幾種可能的修復方法:
- 加熱打印平台。通過使打印床的溫度接近材料的熔點,您可以迫使第一層保持完全平坦。根據製造商的建議通過切片軟件調整溫度。
- 重新校準。完成校準過程並調平打印床。您還應該調整噴嘴的高度,並確保它距離平台不太近或太遠。
- 使用木筏。如果存在粘附或接觸問題,請嘗試通過切片機軟件添加筏。
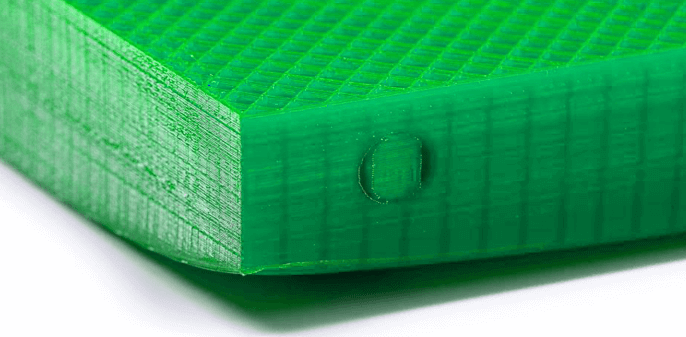
10. 正確選擇第一層
如果第一層出現問題,很可能會得到難看的印刷品。開始打印之前,請確保打印床已正確調平。不水平的床是大多數打印失敗的原因。然後,調整噴嘴的高度和流量。
11.防止開裂
沒有什麼比破裂的印刷品更醜陋、更無用的了。如果熔化的塑料冷卻得太快,您可能會出現一些裂紋,尤其是在頂層。從如此高的溫度到如此低的溫度會使材料收縮並導致裂紋。這通常是大型模型的問題。
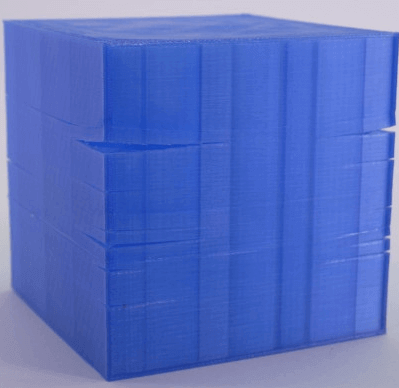
您可以嘗試以下兩件事:
- 調整擠出機溫度。以小增量增加它,但不要超出燈絲製造商的建議值。
- 調節風扇速度。如果冷卻風扇對您的模型吹得太猛,則可能是冷卻速度太快。逐步調整它,直到找到最佳位置。請記住,您仍然需要足夠高的風扇速度以防止翹曲和其他變形。
12.防止拉線
拉絲也稱為滲色,是破壞 3D FDM 打印件的最常見問題之一。當擠出機從一點移動到另一點時,模型上會形成細小的絲狀塑料碎片。
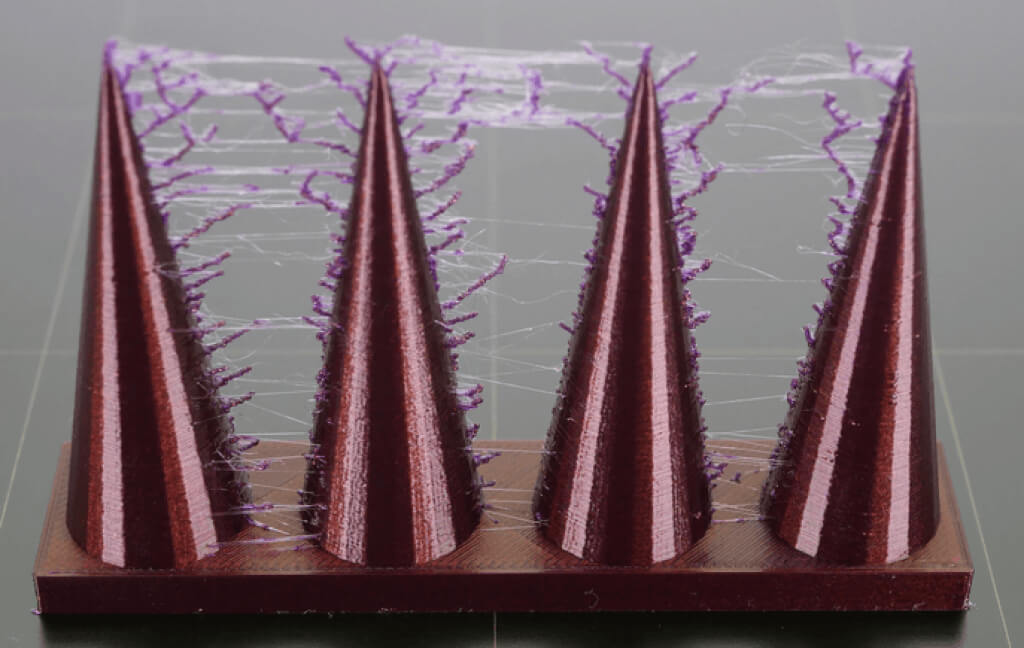
要解決此問題,您需要檢查幾個因素:
- 是不是溫度太高了?擠出機過熱會使細絲過快滲出。將溫度降低幾度,這樣它就不會洩漏得那麼快。
- 增加移動速度。如果打印機在 X 軸或 Y 軸上移動得不夠快,擠出機可能會留下細細的塑料線。進入切片軟件的設置並調整移動速度設置。
- 調整回縮速度設置。緩慢的回縮速度將導致細絲在擠出機到達新位置之前從噴嘴中滲出。這會將塑料像蜘蛛網一樣從 A 點傳播到 B 點。嘗試切片機軟件的預配置,並在選擇時記住燈絲材料。
創建 3D 模型非常令人滿意,但很多事情都可能出錯,而且不可能在一篇文章中涵蓋所有內容。使用 FDM 打印機時需要記住許多變量,因此,如果您的 3D 打印結果沒有達到您的預期,請不要驚慌。確保您的打印機已正確校準並且使用的是高質量耗材。一旦解決了這個問題,請完成每個故障排除步驟。
如果沒有幫助,請在下面的評論部分向我們提供有關您的 3D 打印問題的更多詳細信息,我們將盡力幫助您。